

Messmittelfähigkeit (nach MSA Verfahren 1)
Zum Thema Messmittelfähigkeit finden Sie hier unsere Inhalte, nutzen Sie hierfür auch gerne unser Inhaltsverzeichnis mit Schnellinks:
Inhaltsverzeichnis
-
Messmittelfähigkeit als Bestandteil der MSA
-
Verfahren zur Bestimmung der Messmittelfähigkeit
-
Auflösung des Messmittels
-
Vorgehensweise im MSA Verfahren 1
-
Anwendungsbeispiel
-
Eigene MSA Verfahren 1 durchführen
Messmittelfähigkeit als Bestandteil der MSA
Die Kenntnis darüber, ob ein Messmittel für den Einsatz bei einer spezifischen Bauteilvermessung geeignet ist, um anschließend auf Basis der Messergebnisse Prozesse beurteilen zu können, ist von grundlegender Bedeutung. Ohne fähige Messmittel können keine belastbaren Maschinenfähigkeitsuntersuchungen (MFU) bzw. Prozessfähigkeitsuntersuchungen (PFU) durchgeführt werden.
Der Nachweis der Messmittelfähigkeit wird im Rahmen einer Messsystemanalyse (MSA) erbracht. Das begriffliche Wechselspiel zwischen Messmittel und Messsystem begründet sich in der umgangssprachlichen Nutzung. Häufig werden beide Begriffe gleichgesetzt und gleichwertig genutzt. Wenn man ein Messsystem als einen Verbund aus unterschiedlichen Messmitteln (auch Messgeräten) versteht, halten wir den Begriff der Messmittelfähigkeit in dem vorliegenden Kontext für am besten geeignet.
In Analogie zur Prozessfähigkeit Cp und zum Prozessfähigkeitsindex Cpk bezeichnet man die Messmittelfähigkeit (das Messmittelpotenzial) mit Cg (g = Gauge) und den Messmittelfähigkeitsindex mit Cgk.
Verfahren zur Bestimmung der Messmittelfähigkeit
Zur Ermittlung der Messmittelfähigkeit Cg und des Messmittelfähigkeitsindex Cgk gibt es unterschiedliche Verfahren:
MSA Verfahren 1
Dieses Verfahren wird für neue Messsysteme bzw. Messmittel eingesetzt. Auch für solche, die relevante Änderungen erfahren haben. Dieses Verfahren wird vor den eigentlichen Messungen angewendet. Das nachfolgende Beispiel bezieht sich auf das MSA Verfahren 1.
MSA Verfahren 2
Abweichend von MSA Verfahren 1 werden im Rahmen des Verfahrens 2 neue Messsyteme am Einsatzort unter anwendungsfallspezifischen Rahmenbedingungen (originale Messobjekte, Prüfer vor Ort) beurteilt. Für die Beurteilung wird der sogenannte R&R-Wert (Repeatability & Reproducibility) genutzt.
MSA Verfahren 3
Dieses Verfahren findet Anwendung bei Messsystemen/-mitteln, die vollautomatisch arbeiten und somit keinerlei Bedienereinfluss unterliegen. Zu solchen Messsystemen gehören unter anderem:
- (Programmierte) Koordinatenmessmaschinen
- (Automatisierte) Inline-Messeinrichtungen
Da das MSA Verfahren 3 eine Sonderform des Verfahrens 2 ist, erfolgt die Beurteilung des Messsystems ebenfalls anhand des R&R-Wertes.
Auflösung des Messmittels
Eine grundsätzliche Anforderung an ein Messmittel ist, dass dessen Auflösung [%RE] ausreichend hoch für die anstehende Messung ist. Denn nur ein ausreichendes Auflösungsvermögen des Messmittels ermöglicht das sichere ablesen und ermitteln der erforderlichen Messwerte. Gefordert wird eine Auflösung [%RE] kleiner 5 %. Hierbei bezieht sich der %-Wert auf die zu messende Toleranz. Zum Beispiel wäre die notwendige Auflösung [%RE] für die Messung von einem Maß 10 ±0,1 mm gleich 0,01mm (5% von 0,2 mm Toleranz).
Jetzt zu unseren Leistungen im Bereich Maschinen- und Prozessfähigkeitsuntersuchungen (MFU/PFU)
Vorgehensweise im MSA Verfahren 1
Die im Rahmen des Verfahrens 1 zu bestimmenden Messsystempotenziale sind Cg und Cgk. Hierfür werden in Abhängigkeit von den Gegebenheiten Mindestanforderungen definiert, so zum Beispiel Cg > 1,33; Cgk > 1,33.
Ausgangspunkt die Messmittelbeurteilung ist die wiederholte Vermessung eines Bezugsnormals in ausreichender Häufigkeit (idealerweise nicht weniger als 50-mal). Hierbei gilt die Grundannahme, dass das „wahre“ Maß [xm] des Bezugsnormals, dokumentiert mit einem Kalibrierschein, bekannt ist.
Zu Beginn wird das Messmittelpotenzial Cg nach Gl. (1) berechnet.
Gleichung 1: Berechnung des Messmittelpotenzials
In dieser Gleichung steht der Faktor 0,2 für eine Konstante und [s] für die Standardabweichung der Messwerte der im Vorfeld ausgeführten Wiederholungsmessungen des Bezugsnormals. Das Messmittelpotenzial Cg – und nachfolgend auch Cgk – wird für den Standard-Vertrauensbereich 95,45% [4 s] berechnet. In der Praxis finden auch erweiterte Vertrauensbereiche über zum Beispiel 6 s Anwendung.
Im nächsten Schritt wird nun der Fähigkeitsindex des Messmittels Cgk nach Gl. (2) berechnet.
Gleichung 2: Berechnung des Fähigkeitindex
In dieser Gleichung ergänzen sich die schon bekannten Größen noch durch das Maß des Bezugsnormals [xm], sowie durch den Mittelwert [x quer] der Wiederholungsmessungen des Bezugsnormals.
Wenn beide Ergebnisse, die des Messmittelpotenzials [Cg], als auch des Fähigkeitsindex [Cgk] den Anforderungen (z.B. > 1,33) entsprechen, spricht man von fähigen bzw. geeigneten Messmitteln für die anstehende Aufgabe.
Anwendungsbeispiel
In unserem Downloadbereich finden Sie ein Anwendungsbeispiel mit konkreten Zahlen, die diese Zusammenhänge nochmals verdeutlichen. Die Berechnungen basieren auf einer 50-fachen Vermessung eines Bezugsnormales.
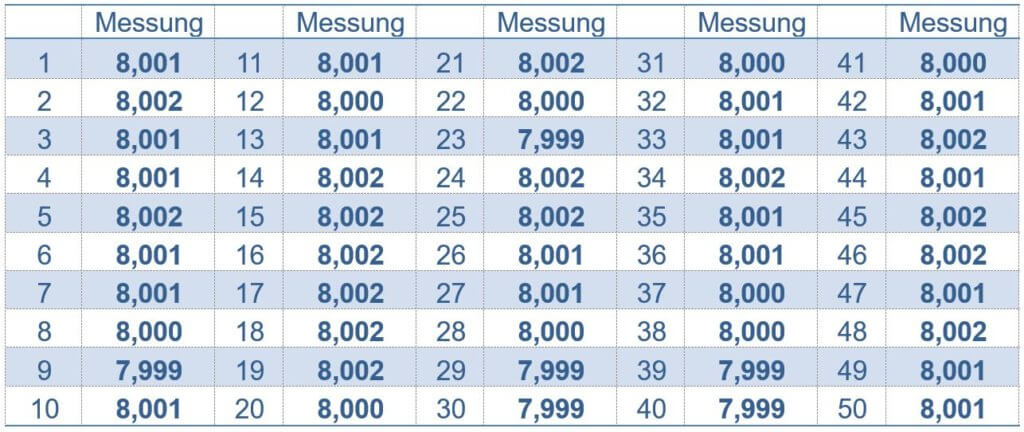
Tabelle 1: Messwertetabelle für Anwendungsbeispiel
Jetzt mehr Informationen in unserem Downloadbereich bekommen
Eine individuelle MSA (Verfahren 1) selbst durchführen
Die casim stellt ein sehr einfach zubedienendes Web-tool zur Verfügung, mit dessen Hilfe Sie völlig kostenfrei Ihre eigenen Messsytemanalyse durchführen können. Sie haben innerhalb des Tools die Möglichkeit, Messwerte hochzuladen (50 – 100 Werte, alle Werte in einer Spalte, TXT-Format) und entsprechende Angaben bezüglich des Merkmals, des Normals sowie des Prüfmittels zu machen. Anschließen können Sie sich mit einem Click Cg, Cgk und %RE für Ihr Messsystem bestimmen lassen. Probieren Sie es aus.
Hier zum kostenfreien MSA (Verfahren 1) – Tool